On the Method of Microarc Oxidation
Microplasma oxidation (the other names are microarc (MAO), anode-sparkle, plasmoelectrolytic oxidation) is one of the most promising methods of treatment of the material surface. The essence of the method consists in the following: when a high-density current flows through the metal-electrolyte interface, there appear conditions when the stress at the interface becomes higher than its dielectric strength, which results in microplasma discharges with high local temperatures and pressures. The microplasma discharges lead to the formation of a coating layer consisting of oxidized forms of the elements of the base metal and the electrolyte components. Depending on the microplasma oxidation regime and the electrolyte composition one can produce ceramic coatings with unique characteristics and a broad application spectrum.
Advantages of the method
- The possibility of creating super-strength coatings with unique characteristics;
- Obtaining several protecting characteristics in a complex;
- Practically infinite service life of electrolyte;
- The possibility of treating parts with a complex profile;
- High scattering electrolyte capability (the coating is easily applied to openings and cavities);
- No need of special preparation of a surface before applying a coating nor machining after that;
- Production of various coatings on the same material.
MAO Equipment
In the general form, the MAO production line includes:
- power equipment: specialized power sources;
- baths for the preparation of surfaces, treatment and washing;
- a manipulator for moving a suspension support with parts (in the case of commercial production);
- metal structures for placing baths and a manipulator;
- auxiliary equipment: a distiller, a filter pump to clean and transfer solutions, reserve vessels, devices of control of the coating quality and the electrolyte condition.
MAO Equipment
Current pulses of a certain shape are applied to the bath terminals from the power sources, with a part being the anode and the bath or additional electrodes made, as a rule, of stainless steel serving as the cathode.
Technological operations
The number of the technological operations needed in MAO is significantly smaller than that in the conventional anodic oxidation processes, which is accounted for by the absence of the numerous preliminary operations and the use of ecologically friendly solutions. After the parts are mounted on a suspension support, degreasing is carried out followed by treatment. At a large scale of production, the bath for trapping the electrolyte carried away by the treated parts is put next to the bath for producing a coating, which allows using the chemicals and the washing water more rationally.
Technological operations
The attendants are a technologist (higher technical education) and workers (specialized secondary education). As a rule, two workers for one shift are enough for an area of 150-200 m2. Periodic control of the line on the part of a plumber and an electrician is also necessary.
Characteristics of MAO coatings
Composition
MAO coatings are ceramics of a complex composition. A coating under microarc oxidation is produced due to oxidation of a metal surface, with the resulting oxide and hydroxide forms of the metal. On the other hand, the coating grows at the expense of inclusion of electrolyte elements into its composition. The electrolyte elements enter the coating in the form of salts, oxides and hydroxides of a complex composition. If necessary, the MAO technology allows introducing any chemical element into the coating. The longer the treatment of a part takes, the more elements from the electrolyte are accumulated in the surface layer. The lower layer of the coating adjacent to the metal base consists, mainly, of its oxide compounds.
Variation of aluminium and phosphorus content on the surface of the MAO coating vs the treatment time in the phosphate
Thickness The coating thickness is determined by several major factors. These are the electrolyte nature, the treatment regime and the time of the process. MAO allows producing coating of a thickness ranging from fractions to hundreds of micrometers. The desired coating thickness depends on the purpose and operation conditions. For example, a thickness of 5-10 μm is sufficient for a sublayer intended for coloring, while a thickness of 50-100 μm is necessary to ensure dielectric properties or high durability. Decorative and corrosion properties under atmospheric conditions are achieved with a 20-40-μm thickness of a coating.
Porosity
Porosity of coatings varies from 5 to 50 % and the size from 0.01 to 10 μm. The pore structure at a coating thickness more than 5-10 microns is complicated, branched with a number of arms and closed spaces.
It is impossible to produce coatings that do not contain pores, which is accounted for by the nature of the process. If necessary, porosity can be reduced by means of impregnation with various materials or application of a polymer (dye) layer. The most frequently used technique is impregnation with fluoroplastics or application of polymer powder dyes. In a number of cases, porosity is a positive factor. When a coating undergoes a wear under lubricant conditions, the lubricant enters the coating pores and ensures its gradual entrance into the friction area. In medicine bioactive MAO coatings can contain medicinal preparations in their pores.
   Photomicrograps of the surface of MAO coatings
Photomicrograps of the surface of MAO coatings
Wear Resistance
The coatings are used as resistant to wear in various units, assemblies and mechanisms. Due to that, in many cases, it is possible to apply products made of aluminium, a metal, which is rather soft and complicated for the conventional methods of surface treatment (e.g. electroplating). We have carried out comparative testing of samples with an aluminium-based MAO coating and a steel sample with a durable chromium layer. The specific loading during testing was 0.64 N/mm2. The MAO coatings demonstrated less wear, especially at elevated temperatures.
Investigation of wear resistance using the ball-disc method
Thermal Resistance
MAO coatings have higher resistance to thermal and thermocyclic loadings. The coatings are able to operate without restrictions under temperatures from -40 to +60°C. When parts are gradually heated, thermal resistance of the MAO coating is limited by the melting temperature of the part metal, since these values for metals are lower than those for ceramics. Testing has demonstrated that the coating can withstand up to 280 thermocycles at 310-15°C and up to 25 thermocycles at 500-15 °C. At the above testing a sample with the coating is heated up to a specified temperature in a furnace and then thrown into cold water.
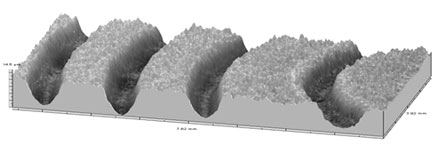
Roughness
During treatment the surface roughness increases with time. One can obtain surfaces with a roughness up to class 8. Roughness depends on the alloy material, the state of its surface and the treatment regime.
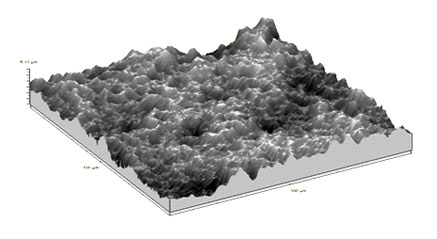
3D profilometry of the MAO coating
Corrosion Resistance
The MAO method allows producing coatings which are resistant both in the atmospheric conditions and various corrosion media: chemically aggressive solutions, vapours, sea water, etc.
Since a MAO coating is a ceramics of a complex composition, the corrosion resistance of the coating material is rather high. The metal base is protected from corrosion by means of a suitable coating thickness and control of the quantity of pores and their structure. Additional protection can be ensured by impregnation of pores with an inert material (most often with fluoroplastics).
In 2003 the SPC «Polyus»(the city of Tomsk) carried out fast testing following the conventional techniques used for aluminium samples with a polymer ceramic MAO coating. The testing showed that the coatings produced can be used as corrosion resistant for 15 years.
Dielectric properties
Both the break-down voltage and corrosion resistance depend on the coating thickness as well as the type and size of pores. The above values can increase if one uses a material filling pores. An average break-down voltage of the coating is 600 V., while that for the coating with filled pores is up to 2,500 V.
Adhesion
MAO coatings possess excellent adhesion with the metal base, which is ensured by the presence of a transition layer at the metal-surface interface. The transition layer is formed both inside and outside the metal. It also has a profile with a number of bendings.
Microphotograph of the MAO coating section
As a result, the adhesion of the coating with the metal turns out greater than the strength of the coating, so under loading the coating does not break off at the metal-coating interface. The adhesion values calculated according to the Scratch-testing results are as high as 350 MPa.
Light reflection and light absorption
The light-reflecting ability of MAO coatings is as high as 80 %.
For black MAO coatings the absorption coefficient may be 90 %.
In order to obtain the highest optical characteristics, alloys are used with a minimum content of impurities.
 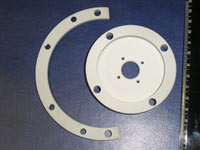
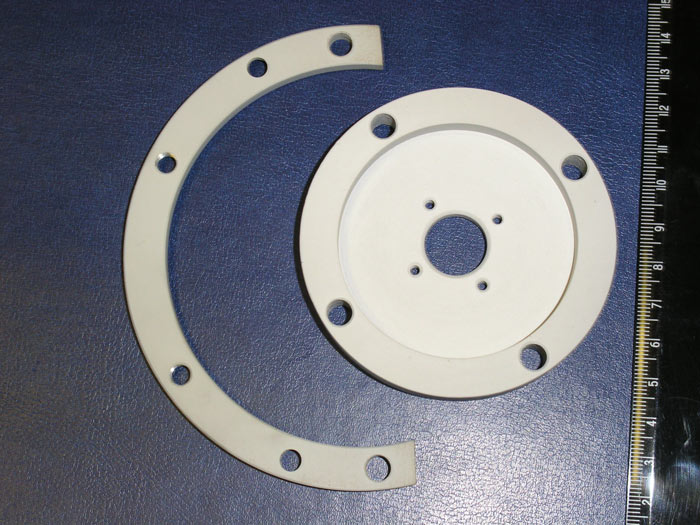
Photo of black and white coatings
Hardness
The MAO coating hardness is as high as 21 GPa.
The measurements were performed using a nano hardness tester, with a loading on the indentor being equal to 200 mN. The coating hardness is calculated based on the penetration depth of the indentor.

Indentor imprint obtained during microhardness investigation
|